
Ленточные полотна (пилы) по металлу
Полотна (пилы) по металлу для ленточных пил, ленточные пильные полотна по металлу высокого качества
 по металлу")
При изготовлении изделий из металла и пластика необходимо использовать металлические заготовки различных длин и размеров. Для их порезки применяют ленточнопильные станки, которые пользуются большой популярностью благодаря своей универсальности и точности. В свою очередь станки пилят с помощью замкнутых ленточнопильных полотен (пил). Как правильно подобрать ленточные полотна (пилы) по металлу для станков JET, DEWALT, BOSCH, METABO, MAKITA, HOLZMANN, FDB, FEMI, CORMAK, FEIDA, MATALLKRAFT, OPTIMUM, PROMA, SCHEPPACH, WORKMAN, YATO, ZENITECH, OPTIMUM, MILWAUKEE, BOMAR под те задачи, которые стоят перед Вами и купить по настоящему качественные инструменты, читайте дальше >
« ЧТО БЫ КУПИТЬ ЗВОНИТЕ ПРЯМО СЕЙЧАС »
(095)295-27-79 ДЛЯ ЗВОНКА НАЖМИТЕ НА КНОПКУ (073)033-77-77 ДЛЯ ЗВОНКА НАЖМИТЕ НА КНОПКУ (068)222-65-56 ДЛЯ ЗВОНКА НАЖМИТЕ НА КНОПКУ
Показ всех - 97 результатов




























































Какие заготовки можно резать ленточными полотнами (пилами) по металлу
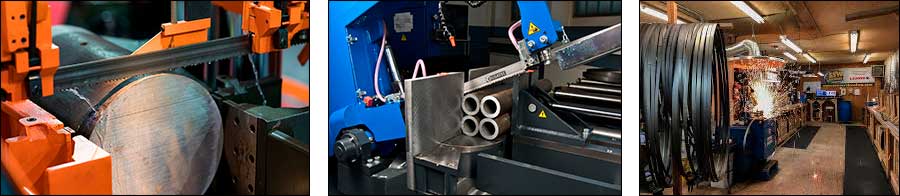
В изделиях из металла используют заготовки различных форм, сечений и длин. Нашими металлорежущими ленточными пилами можно резать:
- трубы с разной толщиной стенки
- прутки (кругляк, прутья) различного диаметра
- сплошной металлопрокат, всевозможные профили с разным сечением (треугольные, квадратные, прямоугольные, четырехгранные, шестигранные, восьмигранные) уголки, швеллеры, двутавры и т.д.
- листовой металл различной ширины и длины

Какие бывают ленточные полотна (пилы) для ленточнопильных станков
- Углеродистые ленточные пилы, полота (фото №1). Это пилы имеют цельную конструкцию и выполнены из стали с определенным содержанием углерода. Цена таких полотен не высока, ими можно пилить сырой металл и мягкие цветные металлы (алюминий, медь, бронзу).
- Твердосплавные ленточные полотна по металлу: это ленточные пильные полотна с напайками на зубьях из твердого сплава HM – карбид вольфрама (фото №2). Эти пилы имеют напайку на вершинах зубьев и предназначены для пиления сложных конструкционных и высоколегированных сталей. Цена таких пил очень высока и иногда не оправдывает свою стоимость.
- Биметаллические пильные полотна (пилы) по металлу (фото №3). Это самые оптимальные пилы по соотношению цена – качество. Этими полотнами можно пилить с хорошей ресурсностью практически любые марки стали.
Компания “ДОНПРАЙМ ЛТД” предлагает высококачественные биметаллические ленточные полотна европейских производителей, таких как: ARNTZ, RONTGEN, HAKANSSON, LENNARTZ, BACHO. Купить пильное полотно на ленточную пилу Вы можете в нашем интернет-магазине.
Специалисты нашей компании помогут Вам выбрать ленточное полотно для ленточной пилы по металлу и купить ленточные полотна для ленточных пил для металла в Украине по оптимальной цене с доставкой транспортными компаниями в кратчайшие сроки.

Конструктивные особенности биметаллических пильных ленточных полотен (пил) по металлу
Биметаллические пилы изготавливают из двух элементов: материал основания пилы (подложки) состоит из легированной термически улучшенной стали к которой посредством лазерной сварки приварена полоса (зубчатая режущая кромка) из быстрорежущей стали. Режущая кромка полотна (зубья) имеет закалку 68 единиц HRC, подложка полотна имеет поверхностную закалку 42 единицы HRC. Это в совокупности дает превосходные показатели по стойкости пилы в жестких режимах резания и долговечности ее использования, а также гарантирует высокое качество.
- А – ШИРИНА ЛЕНТОЧНОГО ПОЛОТНА (размер от верхней точки зуба, до задней спинки полотна)
- В – КОРПУС ПОЛОТНА (расстояние между спинкой полотна и межзубным пространством)
- С – ДЛИНА ЛЕНТОЧНОПИЛЬНОГО ПОЛОТНА (длина всего полотна по задней спинке)
- D – ТОЛЩИНА ПОЛОТНА (толщина корпуса полотна)
- Е – СПИНКА ЛЕНТОЧНОГО ПОЛОТНА (обратная от режущей кромки сторона пилы)
- F – МЕЖЗУБНОЕ РАССТОЯНИЕ (расстояние между вершинами двух соседних зубьев)
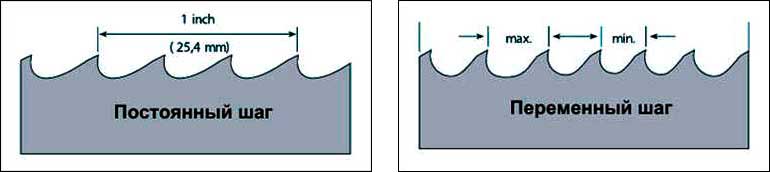
- G – КОЛИЧЕСТВО ЗУБОВ НА ДЮЙМ (TPI) (количество зубьев на одном дюйме 25,4 мм)
- Н – МЕЖЗУБНОЕ ПРОСТРАНСТВО (вогнутая часть полотна между двух зубьев, где собирается стружка перед удалением)
- I – ПЕРЕДНИЙ УГОЛ ЗУБА (поверхность зуба, которая формирует стружку. Может иметь нейтральный, негативный или позитивный угол наклона (атаки)
- J – РАЗВОДКА ЗУБЬЕВ (отклонение зубьев вправо или влево для лучшего движения полотна в месте реза)
- K – ЗАДНИЙ УГОЛ ЗУБА (угол образованный спинкой полотна и мнимой линией параллельной спинке пилы)

Таблица типоразмеров биметаллических ленточных полотен (пил) М42, М51
| Ширина ленточного полотна по металлу, мм | Толщина ленточнопильного полотна по металлу, мм | Шаг зубьев (TPI) |
| 13 | 0,64 | 6/10, 8/12, 10/14, 14/18, 18, 24 |
| 20 | 0,9 | 4/6, 5/8, 6/10, 8/12, 10/14 |
| 27 | 0,9 | 2/3, 3/4, 4/6, 5/8, 6/10, 8/12, 10/14 |
| 34 | 1,1 | 2/3, 3/4, 4/6, 5/8, 6/10, 8/12 |
| 41 | 1,3 | 2/3, 3/4, 4/6, 5/8, 6/10 |
| 54 | 1,3 - 1,6 | 2/3, 3/4, 4/6, 5/8 |
Какие бывают биметаллические ленточные пилы (полотна) по металлу и их применение
Обработка металла, в частности резка, требует применения особых современных технологий и инструмента (ленточнопильного полотна), который способен справиться с очень прочными материалами (различными марками стали). Для распиловки металлов по заданным техническим параметрам лучше всего подходят биметаллические ленточные пилы (HSS – M42, M51).
- Пильное биметаллическое ленточное полотно – М42. Режущая кромка изготовлена из быстрорежущей стали HSS с содержанием таких легированных добавок, как: вольфрам, молибден, хром, кобальт, никель, ванадий. Данный тип ленточнопильного полотна используют для распиловки таких материалов, как: низколегированная и низкоуглеродистая сталь, конструкционная и машиностроительная сталь.
- Пильное биметаллическое ленточное полотно – М51. Режущая кромка изготовлена из быстрорежущей стали HSS с увеличенным на 15-25% содержанием легированных добавок: вольфрам, молибден, хром, кобальт, никель, ванадий. Данный тип ленточного полотна используют для распиловки тяжелых в обработке материалов, таких как: нержавеющая сталь (ленточные пилы по нержавейке), высоколегированная сталь, шарикоподшипниковая сталь, жаропрочная и термоулучшенная сталь, высокоуглеродистая и инструментальная сталь, монель-металл, никель, инконель, титан и других материалов.
Таблица процентного содержания легированных добавок в биметаллических ленточных пилах (полотнах) М42, М51
| Быстрорежущая сталь (HSS) | C, % | Cr, % | W, % | Mo, % | V, % | Co, % | Твердость, HRC |
| M42 | 1,07 - 1,12 | 4,1 | 1,32 - 2,03 | 9,3 - 9,9 | 1,2 | 7,6 - 8,7 | 66 - 67 |
| M51 | 1,33 | 4,42 | 9,54 | 13,4 | 3,3 | 9,9 | 67,5 - 69,5 |

Какие преимущества при работе биметаллическими ленточными пилами (полотнами)
- Высокая износостойкость и жаростойкость к нагреву от трения при пилении
- Равномерность закалки пилы благодаря современной технологии термообработки
- Высокая скорость и точность реза металла
- Длительный срок службы
- Повышенная производительность
- Низкая себестоимость реза металла
- Возможность распилить заготовку под разными углами и в любой плоскости
- Обработка заготовок большого диаметра и пакетная распиловка
- Полученный срез материала не нуждается в дополнительной обработке
- Снижение числа поломок ленточного полотна
- Минимальное количество замен ленты
- Небольшие отходы стружки при пилении с редкими и дорогостоящими металлами
Обращайтесь по поводу выбора биметаллических полотен для ленточных пил по металлу, для того чтобы купить ленточные полотна в Украине в срок.
")
Рекомендации по эксплуатации пильных ленточных полотен (пил) по металлу
Резка на ленточнопильных станках сейчас является высокоэффективным методом производства при обработке металла. При этом производительность резки на ленточнопильной пиле (станке) превосходит результат, полученный с помощью обычных способов (ножовка, диск или токарный станок). Расход материала, толщина пропила (бороздки) и геометрия прорезания при этом остаются наилучшими. Рекомендации нашей компании «ДОНПРАЙМ ЛТД» помогут Вам увеличить производительность станка и продлить срок эксплуатации ленточных полотен (пил).

При подготовке полотна к запуску необходимо произвести приработку (обкатку) полотна к шкивам ленточнопильного станка. Для этого рекомендуем Вам обеспечить кратковременную работу нового полотна на холостом режиме в течении 7- 12 минут. Затем надо продолжить работу около получаса в щадящем режиме с подачей вполовину и вдвое уменьшенной скоростью от рекомендуемой в паспорте станка. Затем можно выходить на режим эксплуатации, заявленный в документации на станок.
Не стоит перетягивать ленточное полотно, чтобы не спровоцировать разрыв по сварочному шву и преждевременное появление в межзубном пространстве микротрещин. В конечном итоге это вызовет раннюю «смерть» Вашего инструментария.
Нельзя допускать появления вибрации при работе ленточных пил. Индикатором правильного использования полотна является внешний вид стружки. Зубья ленточной пилы, как единый механизм должны резать четко и формировать стружку одинаковой толщины. Пылеобразный вид стружки не приемлем и требует от оператора либо увеличить скорость подачи заготовки, либо уменьшить скорость резки (вращение ленточнопильного полотна). Вяло вьющаяся стружка сигнализирует о том, что режим резки на ленточнопильном станке соблюдается правильно. Грубая, с сиреневым отливом, стружка получается в том случае, если скорость подачи завышена или недостаточна скорость резки. Надо всячески избегать перегрева режущей поверхности ленточного полотна, для этой цели используется правильно выбранная СОЖ в области зоны резания и самой заготовки. Избежать вибраций можно снизив подачу материала заготовок. Определяющим является качество среза. Задиры на металле при работе ленточной пилы говорят о неправильном выборе шага зубьев полотна (TPI), режимов резания, либо просто о критическом износе ленточного полотна по металлу.

В этом случае специалисты нашей компании рекомендуют грамотно перераспределять ресурсные возможности полотна (то есть, работать одной пилой единовременно не более одного часа) и бережно относиться к ее использованию, чтобы увеличить срок службы. Если у Вас объем работы в сутки составляет 3 часа, то вам необходимо иметь три одинаковых ленточнопильных полотен и поочередно ставить их на станок через равные промежутки времени. После окончания рабочей смены рекомендуем обязательно ослаблять натяжение ленточного полотна на станке, а в идеале просто занесите в регламент эксплуатации ленточных пил снятие полотен со станка. Дальнейшее их хранение до следующей смены советуем производить в подвешенном состоянии обратной стороной наружу. Правильная эксплуатация ленточного полотна даст заметный положительный эффект.
Компания “Донпрайм лтд” предлагает купить биметаллические ленточные полотна для ленточных пил по металлу в Украине по оптимальной цене и с высоким качеством.
Как правильно установить ленточное полотно по металлу на пилу перед началом работы
По правилам техники безопасности для установки полотна на ленточную пилу обязательно необходимо надеть монтажные перчатки и защитные очки. Обычно эта операция производится при полностью обесточенном станке одним человеком.
При правильном расположении полотна (пилы) на станке впадины зубьев пилы выступают за вертикальную плоскость кромки шкива на 2,5-3,5 мм. Затем оператором с помощью тензометра производится предварительное натяжение полотна ленточной пилы. Степень этого натяжения должна строго соответствовать инструкции завода-изготовителя ленточнопильного станка.
В ходе работы станка – резки заготовок – полотно (пила) нагревается и при этом растягивается, что приводит к ослабеванию исходного натяжения. Периодически надо контролировать усилие натяжения. В случае, если пила провисает (ослабляется) ее надо подтягивать. Однако чрезмерным натяжением ленточной пилы не следует увлекаться. Необходимо следить за тем, чтобы зубья полотна пилы по металлу были острыми, так как это влияет на натяжение самих полотен при резке металла. Вы для себя должны понимать, что излишнее натяжение полотна приводит к увеличенному износу подшипников шкивов и направляющих роликов. А это вызовет дополнительные финансовые и временные затраты на обработку заготовок из металла, что в конечном итоге приведет к снижению конкурентоспособности изделий и потере Вашей доли рынка.

После окончания регулировки натяжения полотна ленточной пилы по металлу, надо правильно выставить направляющие ролики. Безотказность работы ленточнопильного станка напрямую зависит от грамотной установки тыльных боковых направляющих механизмов, состоящих из стальных крутящихся роликов. Следите за тем, чтобы эти устройства обладали ровной поверхностью без зазубрин, не имели следов выработки на бортах (глубоких рисок) и своевременно были обеспечены качественной смазкой в достаточном объеме. Ролики необходимо выставить по горизонтали и вертикали согласно инструкции по эксплуатации завода-изготовителя ленточнопильного станка по металлу. Каждый ролик должен обеспечивать отжим пилы вниз от ее свободного состояния на 2-3,5 мм. Добейтесь, чтобы задняя кромка полотна отстояла от бортиков направляющих роликов на величину не более 1-2,2 мм. Чрезмерное увеличение этого параметра приводит к нежелательному росту напряжений в пиле, что влечет за собой образование трещин на задней кромке (спинке) ленточного полотна. При уменьшении этого параметра также могут образоваться трещины из-за перегрева полотна от трения о бортик ролика. Пила попросту перекалится, станет более твердой и в результате чего произойдет ее разрыв по задней спинке.
Если точное значение величины натяжения на станке с ручной настройкой Вам по какой-то причине не известно, лучше всего полотно немного перетянуть, чем недотянуть. Правильно настроенный натяжной механизм ленточнопильного станка ни при каких условиях при работе на холостом ходу не должен нагреваться.
Установленное на станок пильное полотно должно быть обкатано в холостом режиме на небольшой скорости в течении семи – двенадцати минут. В рекомендациях многих производителей ленточнопильных станков по металлу обычно содержится требование, чтобы операцию регулирования направляющих производил подготовленный персонал, специально обученный этому на заводе-изготовителе.
Набирайте телефон менеджера компании 099-149-77-79 для заказа биметаллических ленточных полотен для ленточных пил по металлу с целью покупки качественных ленточных полотен по металлу.

Как правильно устанавливать и фиксировать заготовки при пилении ленточнопильными полотнами (пилами)
Устанавливаемая в ленточнопильный станок заготовка должна быть надежно зажата специальным устройством (тисками), таким образом, чтобы полностью исключить ее перемещение во время процесса резания металла. Степень усилия при зажиме заготовки в станке должна быть максимальна, но при этом нельзя допускать искажения геометрии самой заготовки. Зачастую вибрации ленточнопильного полотна возникают при неправильном зажатии сторон заготовок. Не стоит забывать, что при приближении пилы к концу реза, по законам физики остаточная масса отрезаемой Вами заготовки вытягивает или немного перемещает первоначальное место крепления из зажима.
При резке прямоугольной заготовки компания «ДОНПРАЙМ ЛТД» рекомендует размещать ее вертикально по малой плоскости. Преимущество при таком способе установки заключается в эффективной резке и более гладкой части (чистый рез) отрезаемой поверхности заготовки. Устойчивость ленточного полотна в таком положении обеспечивается максимальным приближением направляющих ленточной пилы к самой заготовке. Если при таком процессе расстояние от направляющих будет слишком большое, есть риск получить эффект «блуждающего полотна» при резке, особенно с завышенной подачей тела заготовки в область реза.
Если необходимо выбрать ленточные полотна по металлу для ленточных пил по металлу, обращайтесь в компанию “Донпрайм лтд” и размещайте заказ на покупку биметаллических ленточных полотен по металлу в Украине в кратчайшие сроки.

К каким ленточнопильным станкам подходят наши ленточные пилы (полотна) по металлу
Для получения металлических заготовок различной формы и длины используют ленточнопильные станки по металлу. Они бываю разного размера и назначения, от бытовых настольных, ручных и до мощных промышленных. У каждой ленточной пилы (станка) есть своя основная характеристика, это максимальная площадь распила заготовки. Исходя из этого и покупают ленточнопильный станок (пилу). Наша компания поставляет высококачественные ленточные полотна (пилы) европейских производителей для ленточнопильных станков которые продаются в Украине. В таблице представлены: модель (название) пилы и длина ленточного полотна.
| Ленточная пила по металлу BOMAR ERGONOMIC 320.250 DG | L – 2910мм |
| Ленточная пила по металлу BOMAR ERGONOMIC 275.230 DG | L – 2720мм |
| Ленточнопильный станок по металлу BOMAR WORKLINE 510.350 DG | L – 4780мм |
| Аккумуляторная ленточная пила по металлу Bosch GCB 18 V-LI | L – 733мм |
| Ленточнопильный станок по металлу CORMAK SAM SAPHIR LINE | 4650мм |
| Ленточная пила по металлу CORMAK BS 712 SW | 2360мм |
| Ленточнопильный станок по металлу CORMAK H-50/70 | 6430мм |
| Ленточная пила по металлу CORMAK MCB350 HD | 2950мм |
| Ленточнопильный станок по металлу CORMAK MBS500 | 4335мм |
| Ленточнопильный станок по металлу CORMAK H-350 Bimetal | 4515мм |
| Ленточная пила по металлу CORMAK S-280R | 3505мм |
| Ленточнопильный станок по металлу CORMAK H-400HB | 4800мм |
| Ленточная пила по металлу CORMAK HBS 320 | 2740мм |
| Ленточная пила по металлу CORMAK MBS320FH | 2680мм |
| Ленточная пила по металлу CORMAK BS 128HDRC | 1640мм |
| Ленточнопильный станок по металлу CORMAK H-40/70 | 5000мм |
| Ленточнопильный станок по металлу CORMAK H-60/80 | 7250мм |
| Ленточная пила по металлу CORMAK S-200R Manual | 2910мм |
| Ленточная пила по металлу CORMAK S-440R | 5200мм |
| Аккумуляторная ленточная пила по металлу DeWALT DCS371NT | 858мм |
| Ленточнопильный станок по металлу FDB Maschinen SGA 370 G | 4580мм |
| Ленточная пила по металлу FDB Maschinen SG 240 HD | 2725мм |
| Ленточная пила по металлу FDB Maschinen SG200G Bimetal | 2360мм |
| Вертикальная ленточная пила по металлу FDB Maschinen SG 90 | 1300мм |
| Ленточная пила по металлу FDB Maschinen SG 220 HD | 2460мм |
| Ленточнопильный станок по металлу FDB Maschinen SGA 400 G | 5080мм |
| Ленточная пила по металлу FDB Maschinen SG 270 HD | 2920мм |
| Ленточная пила по металлу FDB Maschinen SG 275 G | 2480мм |
| Ленточная пила по металлу FDB Maschinen SG 115 | 1640мм |
| Ленточнопильный станок по металлу FDB Maschinen SGA 300 | 4224мм |
| Ленточная пила по металлу FEIDA 787 XL ALLROAD | 2140мм |
| Ленточная пила по металлу FEMI ABS NG 160 | L – 1735мм |
| Ленточная пила по металлу FEMI 1750 XL | L – 1735мм |
| Ленточная пила по металлу FEMI 787 XL ALLROAD | L – 2140мм |
| Ленточная пила по металлу FEMI N265 XL | L – 2565мм |
| Вертикальная ленточная пила по металлу FEMI 780 XL | L – 1335мм |
| Ленточная пила по металлу FEMI 2200 XL | L – 2149мм |
| Ленточная пила по металлу FEMI N 251 DA XL | L – 2480мм |
| Вертикальная ленточная пила по металлу FEMI ABS NG 120 | L – 1440мм |
| Ленточная пила по металлу Holzmann BS 300GP | L – 2750мм |
| Вертикальная ленточная пила по металлу Holzmann BS 125M | L – 1435мм |
| Ленточная пила по металлу Holzmann BS 275 TOP | L-2480мм |
| Ленточная пила по металлу Holzmann BS 712 TOP | L – 2360мм |
| Ленточная пила по металлу Holzmann BS 210 TOP | L – 2110мм |
| Ленточная пила по металлу Holzmann BS 128 HDR | L – 1638мм |
| Ленточная пила по металлу Holzmann BS 350 GSP L – 2925мм |
| Ленточная пила по металлу Holzmann BS 350 GSP | L – 2925мм |
| Ленточная пила по металлу Holzmann BS 210 GP | L – 2080мм |
| Ленточнопильный станок по металлу JET MBS-910 CS | L – 2455мм |
| Ленточнопильный станок по металлу JET HBS-1018 W | L – 3300мм |
| Ленточная пила по металлу JET HVBS-712 K | L – 2362мм |
| Ленточнопильный станок по металлу JET HVBS-912 | L – 2655мм |
| Ленточная пила по металлу JET J-349 V | L – 1440мм |
| Ленточная пила по металлу JET MBS-56 CS | L – 1640мм |
| Ленточнопильный станок по металлу JET HBS-916 W | L – 3035мм |
| Ленточная пила по металлу JET HVBS-34 VS | L – 1325мм |
| Ленточнопильный станок по металлу JET HBS-1321 VS | L – 4100мм |
| Ленточнопильный станок по металлу JET HBS-1014 W | L – 3300мм |
| Ленточная пила по металлу JET J-351 V | L – 2030мм |
| Ленточная пила по металлу JET MBS-708CST | L – 2085мм |
| Ленточнопильный станок по металлу KMA BS 712 SW | L – 2360мм |
| Аккумуляторная ленточная пила по металлу Makita DPB181RFE | L – 835мм |
| Ленточная пила по металлу Makita 2107FK | L – 1140мм |
| Ленточнопильный станок по металлу Metabo BAS 505 G DNB | L – 3380мм |
| Аккумуляторная ленточная пила по металлу Metabo MBS 18 LTX |
| Ленточная пила по металлу Metallkraft MBS 105 | L – 1335мм |
| Ленточная пила по металлу Metallkraft MBS 150 | L – 1735мм |
| Ленточнопильный станок по металлу Metallkraft BMBS H-DG | L – 3660мм |
| Ленточная пила по металлу Metallkraft MBS 125 | L – 1440мм |
| Аккумуляторная ленточная пила по металлу Milwaukee | M18 CBS125-0 |
| Ленточная пила по металлу Optimum | OPTIsaw S150G длина 1735мм |
| Ленточная пила по металлу Optimum | OPTIsaw SP 13 V 1440x13x0.65мм |
| Ленточная пила по металлу Optimum | OPITsaw SP 11 V 1335*13*0.65мм |
| Ленточнопильный станок по металлу Optimum | OPTIsaw S 181 2362x19x0.9мм |
| Ленточнопильный станок по металлу Optimum | OPTIsaw S 210 G 2080x20x0.9мм |
| Ленточная пила по металлу Optimum | OPTIsaw S 275 N |
| Ленточная пила по металлу Optimum | OPTIsaw S 131 GH L = 1638мм |
| Ленточная пила по металлу Optimum | OPTIsaw S 100G 1470*13*0.65мм |
| Ленточнопильный станок по металлу Optimum | OPTIsaw SD 200G 2360x19x0.9мм |
| Ленточнопильный станок по металлу Optimum | OPTIsaw S 350 DG L=2925мм |
| Ленточная пила по металлу PROMA | РРК-90U 1300x13x0.6мм |
| Ленточная пила по металлу PROMA | PPK-115 1640*13*0.6мм |
| Ленточнопильный станок по металлу PROMA | PPS-250HPA 2680x27x0.9мм |
| Ленточнопильный станок по металлу PROMA | PPS-270HP с длиной 3160мм |
| Ленточная пила по металлу PROMA | РРК-115U L=1360мм |
| Ленточнопильный станок по металлу PROMA | PPS-220H 2460*27*0.9мм |
| Ленточнопильный станок по металлу PROMA | PPK-175 2360*20*0.9мм |
| Ленточная пила по металлу PROMA | PPS-170H 2110x20x0.9мм |
| Ленточная пила по металлу Quantum | SQ-V10 1140*12.5*0.6мм |
| Ленточная пила по металлу Parkside | PMB 1100 B 2 L=1140мм |
| Ленточная пила по металлу Scheppach | MBS1100 1140мм |
| Ленточнопильный станок по металлу STALEX | ВS-170G 2085*20*0.9мм |
| Ленточная пила по металлу STALEX | ВS-100 1470*13*0.65мм |
| Ленточная пила по металлу STALEX | ВS-150 1735x20x0.9мм |
| Ленточная пила по металлу STALEX | ВS-128HDR L= 1638мм |
| Ленточная пила по металлу STALEX | ВS-85 1325*13*0.65мм |
| Ленточнопильный станок по металлу STALEX | BS-912B 2655x27x0.9мм |
| Ленточнопильный станок по металлу STALEX | ВS-712N 2362x20x0.9мм |
| Ленточная пила по металлу Utool | UST-125 MBS 1435*12.7*0.6мм |
| Ленточная пила по металлу WorkMan | R2103 1140*12.5*0.6мм |
| Ленточная пила по металлу YATO | YT-82185 1140*12.7*0,6 |
| Ленточнопильный станок по металлу Zenitech | BS 225 2480x27x0.9мм |
| Ленточнопильный станок по металлу Zenitech | BS 180 L=2360мм |
| Ленточная пила по металлу Zenitech | BS 150 1735*12.7*0,65мм |
| Ленточнопильный станок по металлу Zenitech | BS 270 2925*27*0.9мм |
| Ленточная пила по металлу Zenitech | BS 100 1140*13*0.65мм |
| Ленточнопильный станок по металлу Zenitech | BS 255 2750x27x0.9мм |
| Ленточнопильный станок по металлу Zenitech | BS 220 2460x27x0.9мм |
| Ленточная пила по металлу Корвет | тип 422 1638×12.7×0.65мм |
Подбор шага зубьев ленточного полотна и оптимальные режимы резания на ленточных пилах
При распиловке на ленточнопильных станках тонкостенных заготовок (трубы, листовой прокат, профиль и подобное) рекомендуется использовать ленточные полотна с мелким шагом зуба. Основное правило: толщина стенки обрабатываемой заготовки должна быть равной или больше расстояния между вершинами зубьев (то есть шага зубьев TPI). Несоблюдение этой рекомендации неизбежно приведет к повреждению или даже поломке зубьев биметаллического полотна.
Процесс разрезания металлических заготовок большого диаметра либо толстостенных труб и профилей выполняется ленточными полотнами (пилами) по металлу с среднем и крупным шагом зубьев. При таком режиме резки увеличивается производительность, а в пазухах зубьев остается достаточно места для свободного образования значительного количества стружки (не происходит забивания стружкой пространства между зубьями). Поскольку этот режим резания тяжелый по нагрузкам на полотно и режущие поверхности зубьев, советуем обязательно использовать СОЖ для дополнительного охлаждения полотна и вымывания застрявшей между зубьями стружки. СОЖ в зону резания должна поставляться равномерно, под определенным углом и состав его должен соответствовать указанному в эксплуатационной документации ленточнопильных станков по металлу.

Распиловка вязких и относительно мягких материалов (алюминий, бронза, латунь и подобных) требует особого подхода, зависящего от свойств этих материалов. Наша компания «Донпрайм лтд» рекомендует применять для этого процесса ленточные полотна по металлу с крупными зубьями. Относительно большое пространство между режущими поверхностями препятствует скоплению стружки и не дает ей застревать между зубьями. Не советуем чрезмерно увеличивать скорость ленточного полотна, чтобы не допустить заклинивания или залипания ленточного полотна станка.

Ленточнопильные станки по металлу наиболее часто применяют для резки профиля, труб и сплошных заготовок в серийном производстве, при заготовительных работах на предприятиях машиностроения. В зависимости от толщины стенок труб и профилей, их диаметра или периметра, а также размера обрабатываемой детали большого диметра, по таблицам из справочников определяется шаг зубьев ленточной пилы. Мы приводим ниже выдержки из широко распространенных специальных таблиц расчета, которые смогут помочь Вам сделать оптимальный выбор шага зубьев ленточного полотна для конкретного изделия из металла, в зависимости от геометрических параметров самой заготовки. В каждом конкретном случае, параметры резания могут незначительно отличаться от указанных в таблицах, но в процессе резания оператор обязан постоянно контролировать форму и цвет стружки, для соблюдения правильного режима резания металлических заготовок или изделий из них.
Предлагаем купить биметаллические ленточные полотна для ленточных пил по металлу под индивидуальные размеры. Сварим в кольцо полотно ленточной пилы по металлу с высоким качеством шва.
Таблица размеров заготовок к шагу зубьев на ленточной пиле для резки сплошных материалов (количество зубьев на дюйм (25,4мм), TPI)
| Диаметр, мм | Зубьев на дюйм | |
| переменный шаг | постоянный шаг | |
| до 10 | 14 | |
| до 27 | 10/14 | |
| 11 – 31 | 10 | |
| 17 – 42 | 8/12 | |
| 32 – 52 | 8 | |
| 27 – 57 | 6/10 | |
| 53 – 83 | 6 | |
| 42 – 82 | 5/8 | |
| 84 – 124 | 4 | |
| 57 – 122 | 4/6 | |
| 125 – 205 | 3 | |
| 82 – 152 | 3/4 | |
| 206 – 306 | 2 | |
| 122 – 352 | 2/3 | |
| 307 – 700 | 1,25 | |
| 252 – 502 | 1,4/2 | |
| > 600 | 0,75 | |
| > 500 | 0,75/1,25 |
Таблица размеров заготовок к шагу зубьев на ленточной пилы для резки профилей и труб (количество зубьев на дюйм (25,4мм), TPI) |
| Стенка S, мм | Наружный диаметр, мм | 22 | 42 | 62 | 82 | 102 | 122 | 152 | 202 | 302 | 502 |
| 2 | 14 | 14 | 14 | 14 | 14 | 14 | 10/14 | 10/14 | 8/12 | 6/10 | |
| 3 | 14 | 14 | 14 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 5/8 | |
| 4 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 4/6 | |
| 5 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 | |
| 6 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 3/4 | |
| 8 | 8/12 | 6/10 | 6/10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 3/4 | |
| 10 | 6/10 | 5/8 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 3/4 | 3/4 | ||
| 12 | 5/8 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | ||
| 15 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | 2/3 | 2/3 | ||
| 20 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | |||
| 30 | 3/4 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | ||||
| 50 | 2/3 | 2/3 | 2/3 | 2/3 |
Настройка скорости резания ленточного полотна (пилы) по металлу и подачи заготовок
Выбор скорости резания ленточной пилы и подачи изделий из металла в большей мере зависит от материала заготовки. В первую очередь следует обратить внимание к какой группе сталей и сплавов этот материал относится. Также нужно определить параметры обрабатываемой заготовки и грамотно подобрать шаг зубьев (TPI). Определяющим фактором при этом является производитель ленточнопильных станков. Производители ленточных пил по металлу в своей эксплуатационной документации для ленточнопильных станков по металлу указывают данные к выбору оптимальной скорости ленточной пилы для каждого конкретного вида оборудования. Этим обязательно надо руководствоваться при организации процесса резания изделий из металла. Некоторые ленточнопильные станки отдельных компаний снабжены бесступенчатым вариатором для изменения скорости движения полотна, позволяющим оптимально подобрать ее для конкретной группы материала. В эти станки вмонтированы тензометры для автоматического и непрерывного контроля натяжения пилы, что очень критично для долговечности использования ленточного полотна и качественного реза. Подача заготовки металла осуществляется в соответствии с рекомендациями производителей оборудования. Оператор контролирует правильность процесса реза заготовки по виду стружки, выходящей из-под зубьев ленточного полотна. В случае узкой или пылеобразной стружки скорость подачи полотна занижена. Однородная и спиральная стружка в процессе резания изделия – режим Вами выбран правильно. Стружка грубая или с сиреневым оттенком свидетельствует об увеличенной скорости подачи станины.
Для Вашего удобства компания «Донпрайм лтд» приводит обобщенные данные из различных справочников и рекомендует выбор скоростного параметра пиления на ленточных пилах по металлу, в зависимости от материала заготовки.
Таблица определения скорости резания ленточной пилы в зависимости от материала заготовок и применения СОЖ
| Материал заготовки | Обозначение материала | Скорость резания, м/мин | Охлаждение | |||
| DIN | ГОСТ | Special | Bi-metall | Эмульсия | Масло | |
| да | ||||||
| Конструкционные стали | St 35-St 42 | Ст 35-55 | 42-57 | 62-82 | 1:10 | да |
| St 50-St 70 | 32-47 | 52-72 | 1:20 | да | ||
| Упрочняемые стали | C10-C15 | 47-67 | 62-92 | 1:10 | да | |
| 14NiCr14 | 32-42 | 42-52 | 1:10 | да | ||
| 21 NiCrMo 2 | 32-47 | 47-57 | 1:10 | да | ||
| 16MnCr5 | 37-47 | 52-67 | 1:10 | да | ||
| Азотируемые стали | 34 CrAI 6 | 22-37 | 1:20 | нет | ||
| 34 CrAI Ni 7 | 22-37 | 1:20 | нет | |||
| Хромистые стали | С 35-С 45 | 37-57 | 57-77 | 1:20 | нет | |
| 41 Cr4 | 40Х | 27-37 | 42-62 | 1:20 | нет | |
| 40Mn4 | 40Г | 37-47 | 52-67 | 1:20 | нет | |
| 42 CrMo 4 | 40 ХМ | 32-42 | 37-52 | 1:20 | нет | |
| 36 NiCr 6 | 40 ХН | 32-42 | 52-62 | 1:20 | нет | |
| 24NiCr14 | 27-37 | 42-62 | 1:20 | нет | ||
| Подшипниковые стали | 100 Cr 6 | 27-37 | 52-67 | 1:30 | нет | |
| 105 Cr4 | ШХ 15 | 27-37 | 52-67 | 1:30 | нет | |
| 100 CrMo 6 | 22-32 | 42-52 | 1:30 | нет | ||
| Пружинные стали | 65Si7 | 65 Г | 32-42 | 102 | 1:30 | нет |
| 50 CrV 4 | 50ХФА | 32-42 | 42-62 | 1:30 | нет | |
| Высокоуглеродистые инструментальные стали | C80W1 | У8А | 27-37 | 42-57 | 1:30 | нет |
| C125W1 | 22-32 | 37-47 | 1:30 | нет | ||
| С 105 W 2 | У10А | 27-37 | 42-52 | 1:30 | нет | |
| Легированные | 105 Cr 5 | 32-42 | 52-62 | 1:30 | нет | |
| x210Cr12 | Х12 | 22-37 | нет | |||
| х 40 CrMoV 51 | 4Х5МФС | 22-32 | 32-42 | 1:30 | нет | |
| x210CrW12 | ХВГ | 22-32 | нет | |||
| х 165 CrMoV 12 | ХМ12 | 22-37 | 1:30 | нет | ||
| 56 NiCrMoV 7 | 5ХНМ | 27-32 | 22-42 | 1:30 | нет | |
| 100 CrMo 5 | 22-32 | 37-47 | 1:30 | нет | ||
| х 32 CrMoV 33 | 22-32 | 32-47 | 1:20 | нет | ||
| Быстрорежущие стали | S 6-5-2 | Р6М5 | 27-42 | 1:30 | нет | |
| S 6-5-2-5 | Р6М5К5 | 27-42 | 1:30 | нет | ||
| S 18-0-1 | Р18 | 27-42 | 1:30 | нет | ||
| S 18-1-2-10 | Р18К10 | 27-42 | 1:30 | нет | ||
| Клапанные стали | х 45 CrSi 93 | 32-42 | 1:20 | да | ||
| x45CrNiW189 | 32-42 | 1:20 | да | |||
| Высокотемпературные стали | CrNi 2520 | 27-42 | 1:10 | да | ||
| х 20 CrMoV 211 | 27-42 | 1:10 | да | |||
| x5NiCrTi2615 | 27-42 | 1:10 | да | |||
| Теплостойкие стали | х 10 CrAI 7 | 27-37 | 1:10 | да | ||
| x15CrNiSi25/20 | 22-32 | 1:10 | да | |||
| х 10 CrSi 6 | 22-32 | 1:10 | да | |||
| Нержавеющие и Окалиностойкие стали | х 5 CrNi 189 | 27-37 | 1:10 | да | ||
| х 10CrNiMoT1810 | 27-37 | 1:10 | да | |||
| х 10 Cr 13 | 12Х13 | 27-37 | 1:10 | да | ||
| x5CrNiMo 1810 | 27-37 | 1:10 | да | |||
| Стальное литье | GS-38 | 30-40 | 52-62 | 1:50 | нет | |
| GS-60 | 30-40 | 52-62 | 1:50 | нет | ||
| Чугунное литье | GG- 15 | Сч 15-32 | 30-40 | 42-52 | нет | |
| GG-30 | Сч21-40 | 30-40 | 42-52 | нет | ||
| GTW-40 | 30-40 | 42-52 | нет | |||
| GTS – 65 | 30-40 | 42-52 | нет | |||
| Высокотемпературные никелевые сплавы | NiMoNic | Нимоник | 17-27 | 1:10 | да | |
| Hastelloy | Хастеллой | 17-27 | 1:10 | да | ||
| Inconel | Инконель | 17-27 | 1:10 | да | ||
| Алюминиевые сплавы | Al 99.5 | А1 | 82-302 | 102-700 | 1:10 | нет |
| AIMg3 | АЛ13 | 82-302 | 102-700 | 1:10 | нет | |
| Бронзы | CuSn6 | Бр. Мц 5 | 52-72 | 72-100 | 1:50 | нет |
| CuAI8 | Бр.АЮ | 32-47 | 52-70 | 1:50 | нет | |
| Латунь | CuZn 10 | 82-202 | 102-300 | 1:50 | нет | |
| CuZn 31 Si | 82-202 | 102-300 | 1:50 | нет | ||
Возможность резки ленточной пилой (полотном) однородных заготовок металла пакетом
Ленточнопильные станки по металлу конструктивно выполнены таким образом, что позволяют при незначительных габаритах, производить резание деталей в широком спектре размеров и при этом использовать пакетные способы обработки.
В справочных таблицах обычно приводится зависимость шага пилы (TPI) от диаметра разрезаемой заготовки. Надо обязательно учитывать, что в случае порезки пакетом, действующая толщина стенки в справочнике определяется, как суммарная толщина всего металла, разрезаемого зубьями полотна ленточной пилы.
Компания «Донпрайм лтд» настоятельно рекомендует контролировать в процессе реза надежность крепления пакета заготовок в тисках ленточнопильного станка. Проворачивание при пакетном способе резки хотя бы одного элемента, неизбежно приведет к разрушению режущих поверхностей зубьев полотна ленточной пилы по металлу и уменьшению ресурса его использования.

Для исключения такого нежелательного результата, пакеты заготовок перед их пилением должны быть надежно зажаты. Для этой цели можно использовать в качестве «подстраховки» несколько дополнительных зажимов (ручные тиски, струбцины) или произвести сварку выступающих за края станины концов пакета.
Рекомендуем использовать полотна для ленточных пил с комбинированной разводкой зубьев (имеет один прямой и последовательно разведенные вправо и влево оставшиеся зубья), так как полотна этого типа хорошо зарекомендовали себя при работе именно с пакетами профилей, труб и сплошных заготовок.
Покупка биметаллических ленточных полотен по металлу станет легкой, если Вы зайдете на сайт компании “Донпрайм лтд” и разместите у нас заказ на изготовление ленточных полотен по металлу любых размеров для любых типов ленточнопильных станков.
Подготовка (обкатка) ленточной пилы перед началом эксплуатации
Обкатка ленточных пил с биметаллическим полотном и ленточных пил с твердосплавным полотном несколько отличается друг от друга. Рассмотрим последовательность действий в обоих случаях.
Желательно, перед установкой нового ленточнопильного полотна любого типа, дать ему повисеть несколько часов свободно в ненапряженном состоянии в виде кольца, а затем установить на ленточнопильный станок по металлу и приработать его к шкивам, роликам, тем самым обеспечив кратковременную работу в течении примерно 15 минут в воздушной среде без процесса резки.
Скорость вращения для правильной обкатки нового биметаллического полотна должна находиться в пределах 40-60% от номинальной скорости по эксплуатационным документам для данного типа станка. Этим действием удается избежать микротрещин и сколов.

При работе инструмента на начальном этапе обкатки не исключены неприятные звуки (визг) и повышенная вибрация полотна. Чтобы исключить эти ненужные явления надо незначительно снизить выбранную Вами скорость вращения ленточного полотна. При правильном подходе к обкатке, рекомендуется начать резание в щадящем режиме с суммарным сечением изделий около 400 квадратных сантиметров. Обкатка полотна для незначительного притупления зубьев рекомендуется на протяжении 10 минут. В завершении обкатки, надо не спеша доводить скорость резания до номинальной, указанной в эксплуатационной документации на оборудование.
Процесс обкатки новых ленточных пил с твердосплавными полотнами предусматривает скорость резания наполовину от номинальной и вдвое меньшую, чем обычная скорость подачи заготовки в область реза ленточного полотна для данного вида материала. Здесь надо следить за отсутствием вибраций полотна при пилении и если она появилась, то сразу же снижать скорость, чтобы стабилизировать движение ленточного полотна. Режим обкатки длится в течении 15-20 минут. Производится резка заготовок с суммарным сечением около 300 квадратных сантиметров. В заключительной стадии обкатки нужно постепенно увеличивать скорость резания и медленно ускорять подачу заготовки в область реза до величин, выбранных из справочных данных таблиц.
При проведении процесса обкатки новых ленточных полотен требуется контролировать степень натяжения ленточной пилы в пределах 300 -350 Н/мм2. Масло на этапе обкатки должно присутствовать в определенном процентном содержании в смазочно-охлаждающей жидкости. Это можно проконтролировать с помощью ручного рефрактометра.
Рисунок внешнего вида зубьев полотен ленточной пилы на различных этапах обкатки
- Нового полотна
- После правильной обкатки
- После неправильной обкатки

Процесс обкатки, по своей сути, является принудительным и ограниченным притуплением зубьев новой пилы по металлу на небольшую величину, а также стабилизирует усталостную прочность режущей части полотна. Это позволяет воспрепятствовать появлению в бороздке реза значительного количества микрочастиц от новых режущих кромок, способных вызвать нежелательное абразивное притупление ленточного полотна. Правильная обкатка единственный способ избежать появления нежелательных вибраций после установки на станок нового ленточного полотна по металлу. В результате получается инструментарий надежный в работе и долговечный.
Вы будете приятно удивлены широким выбором ленточных полотен по металлу и сможете оперативно заказать их и купить ленточные полотна по металлу в Украине по хорошим ценам и с доставкой транспортными компаниями.
Поэтапная инструкция по замене ленточного полотна (пилы) на ленточнопильном станке
Замена полотна ленточной пилы на ленточнопильном станке резания заготовок из различных металлов требует определенной последовательности операций.
Строго соблюдайте правила техники безопасности при работе на ленточнопильных станках, а особенно в тех случаях, когда производите профилактические и регламентные работы по обслуживанию оборудования. Кратковременное и неожиданное отключение питания с последующим «внезапным» запуском станка при появлении напряжения в сети приводит к серьезным травмам и угрожает жизни обслуживающего персонала. Все работы производятся в защитных перчатках и очках, чтобы не повредить руки и глаза острым полотном пилы.
Компания «Донпрайм лтд» рекомендует при проведении работ по замене ленточного полотна соблюдать определенную последовательность операций. Все работы производить только при полностью обесточенном оборудовании. Для подстраховки необходимо вывесить таблички с требованием «не включать рубильник питания на распределительных щитах» во время проведения персоналом регламентных работ по замене ленточного полотна.
Первый этап – необходимо снять или отвести в сторону защитный кожух приводного механизма ленточнопильного станка по металлу. Фиксация его выполнена на защелках, снизу имеются накидные петли. Их необходимо откинуть в сторону, сняв с защелок.
Второй этап – необходимо максимально ослабить натяжной механизм ленточной пилы. Это достигается с помощью специального рычага, он расположен на торцевой стенке корпуса ленточнопильного станка. Для ослабления натяжения поверните этот рычаг против часовой стрелки. Винт вращается и происходит смещение натяжного колеса в направлении колеса привода.
Третий этап – произвести снятие пилы с натяжного шкива, сначала надо достать ее с направляющего механизма и только потом снять с шкива привода пилы. Не допускайте сильного изгиба полотна ленточной пилы по металлу, травму можно получить при выравнивании полотна, за счет его упругости. Полотно ленточной пилы в направляющем механизме фиксируется специальными подшипниками, которые предназначены для выравнивают среза и умения вибрации полотна. При работе обойма подшипника используется для плотного удержания полотна пилы. Чтобы не допустить поломки деталей станка не рекомендуем для доставания полотна использовать механические средства (молотки, кувалды), а воспользоваться приемом с помощью резкого удара руки по тыльной стороне полотна (ни в коем случае не по зубьям).
Четвертый этап – подготовьте новое полотно, предварительно вывесив его на воздухе в свободном состоянии на несколько часов. Затем снимите излишки технического масла, наносимые на него при хранении о обязательно осмотрите ее визуально на предмет наличия заводских дефектов. Для этого изогните полотно в минимальный радиус и прокручивайте (перебирайте) руками ее вдоль. Если дефекты в процессе осмотра (микротрещины во впадинах зуба или на тыльной части) все же обнаружены, устанавливать ее на станок категорически запрещается. Вставьте исправное полотно ленточной пилы по металлу в направляющий механизм, полотно должно плотно входить между подшипниками. Когда полотно станет на место, происходит соприкосновение с обоймами.
Пятый этап – пила аккуратно надевается сначала на ведущий шкив и только после этого на ведомый шкив. Желательно максимально точно произвести ее установку на прежнее место. Затем производится минимальная подтяжка натяжного маховика. Произвести дополнительную корректировку ее положения в направляющих роликах и еще раз произвести подтяжку пилы. Не обязательно сразу натягивать ее до рабочих значений, надо произвести только правильную укладку. Пилу натягивать при открытом кожухе категорически запрещено в эксплуатационной документации оборудования.
Шестой этап – Защитный кожух надежно защелкивается. Работать на ленточнопильном станке несмотря на то, что новое полотно установлено, можно будет только после полной его регулировки, согласно инструкции по пользованию ленточнопильным станком.
Позвоните менеджеру компании при необходимости купить ленточные полотна по металлу для ленточных пил по телефону 099-149-77-79.
Подбор шага зуба и выбор профиля режущей поверхности полотна ленточной пилы по металлу
Зубья ленточных пил обычно изготавливаются из стали марок М-42, М-51. Материал М-42 обладает значительной устойчивостью в эксплуатации, режущие поверхности обладают твердостью 65–68 HRC. Ленточные пилы с зубьями типа М-42 нужно использовать при пиления стальных заготовок с величиной твердости менее 45 HRC. Полотна ленточных пил по металлу с зубьями типа М-51 менее подвержены к стиранию. Кончики резцов таких полотен имеют твердость 69 HRC, именно поэтому данным инструментом производят рез сталей из нержавейки и материалов, обладающих большой прочностью и стойкостью к нагреванию до высоких температур. Резцы с составом М-51 режут массивные заготовки из стали (значительное сечение в поперечнике).
При выборе ленточной пилы, надо принимать во внимание материал зубьев и правильно подбирать геометрические параметры резцов (шаг, высоту, передний угол резца).
Приведем параметры геометрии режущих поверхностей полотен.
Рисунок с обозначением геометрических размеров резцов полотен по металлу

Расстояние от соседних вершин кромок зубьев называется шагом зуба.
Этот параметр подбирается в процессе резания и зависит от вида металла заготовки и скорости вращения ленточного полотна.
При резке листов металла, тонкостенных труб и профилей следует заправлять в ленточнопильный станок полотно с малым шагом зубьев на дюйм (TPI). При необходимости разрезать толстую заготовку, выполненную из неполого металла, рекомендуем поставить на ленточнопильный станок полотно с увеличенным шагом зуба на дюйм (TPI). При малом TPI (крупный шаг зуба) полотна ленточной пилы, будет образовываться более глубокая канавка в месте реза. Пропил, в этом случае незначительно забивается, и стружка успевает уходить из зоны реза. Отметим, что большой TPI способствует повышению производительности ленточнопильного станка.
Расстояние между нижней границей впадины между резцами до верхней точки резца – называется высотой зуба. При резке металла образуется стружка, она удаляется из зоны реза именно из-за наличия впадины. Резец должен иметь достаточную высоту, которая бы обеспечивала облегчение процесса пиления заготовки из металла и своевременное очищение впадин между зубьями от металлической стружки. Перегрев полотна почти всегда происходит при недостаточной высоте режущей поверхности, это приводит к микротрещинам в полотне ленточной пилы и преждевременному выходу инструментария из строя.
Угол заточки (передний угол зубьев) способствует степени зацепления режущего полотна за тело заготовки из металла. Завышенный передний угол зубьев снижает точность резания металлического изделия. Увеличенный угол заточки обеспечивает качественный пропил, производительность оснастки уменьшается.
Угол заточки зуба 0°. Применяется в процессе резания высокоуглеродистых сплавов, изделий малого сечения, труб и профилей с тонкими стенками.
Различают угол заточки зуба 10°. Он применим при пилении прутков из сплошного металла, а также труб из легированных сталей с толстыми стенками.
Существует угол заточки зуба 16°. Зубья с таким передним углом применяют в полотнах при резании высоколегированной стали в виде прутков. прочных металлов и цветмета.
Количество зубьев, на один дюйм полотна обозначается аббревиатурой – TPI. Выбор параметра полотна TPI зависит от:
- толщины заготовки;
- твердости материала обрабатываемой заготовки;
- чистоты кромки заготовки после распила.
Полотна ленточнопильных станков имеют режущие поверхности из высокопрочной легированной стали. TPI таких полотен варьируются в диапазоне:
- при постоянном шаге оснастки: от 1 до 32;
- при переменном шаге оборудования: от 14/18 до 0,75/1,25.
Далее необходимо правильно подобрать шаг зуба. Надо обязательно помнить, что в процессе резания, заготовка должна иметь зацепление с тремя и более резцами ленточнопильного полотна.
Чем короче длина разрезаемого участка, тем меньший шаг должен быть выбран. Для эффективного процесса резания заготовки наши специалисты советует полотно для ленточной пилы по металлу с шагом зуба, при котором на всю длину резания было от 25 до 32 зубьев.
Если Вы не смогли определиться с параметрами биметаллического ленточного полотна по металлу поможет это сделать и подскажем как можно купить ленточное полотно по металлу в Украине при лучшем соотношении цена-качество.
Таблица определения числа резцов полотна на длине реза 100 мм от величины TPI
| Средние значения шага зубьев | ||
| Шаг (tpi) | Средний шаг в мм | Количество зубьев на длине реза 100 мм |
| 6/10 | 3,2 | 32 |
| 5/8 | 3,9 | 26 |
| 4/6 | 5,1 | 20 |
| 3/4 | 7,3 | 14 |
Продавцы ленточнопильных станков по металлу комплектуют оборудование техусловиями по подбору параметров полотна и его зубьев при распиловке сплошных заготовок, труб и профилей.
Шаг зуба может быть, как переменным, так и постоянным, в зависимости от равенства расстояний между вершинами резцов
Зубья полотен для ленточных пил подвергаются разводке для улучшения процесса резания.

★ ПОСМОТРИТЕ ТОВАРЫ В ДРУГИХ КАТЕГОРИЯХ ★
Скобы для пневмостеплера, пневмопистолета, пневматического степлера, пневматического пистолета
Скобы для электростеплера, степлера электрического
Гвозди для пневмопистолета, нейлера, пневмомолотка, пневматического пистолета
Строгальные, фуговальные ножи для рейсмуса и фуганка
Шланги для аспирации, гибкие рукава для вентиляции
Гофрированные шланги (рукава), гофрошланги, гофрорукава
Мешки накопительные, рукава фильтровальные
Ленточные пилы по металлу
Ленточные полотна (пилы) по дереву
- Пильные ленты по металлу для ленточных пил